























































Тігістердің бұзылуы қолайлы нәтиже болып табылмайтын брендтер үшін бұл екі жағдай арасындағы айырмашылықты егжей-тегжейлі түсіну керек.
27,12 МГц стандарты: РЖ дәнекерлеу неге басқаша қызады?
РЖ дәнекерлеу мен кәдімгі термиялық байланыстыру арасындағы негізгі айырмашылық тек тиімділік емес - бұл материал арқылы жылудың таралу бағыты.
Дәстүрлі әдістер (ыстық барлар, қыздырылған білікшелер, жылу пистолеттері) материалдың бетіне энергияны қолданады және ішкі бөлікті байланыстыру температурасына жеткізу үшін өткізгіштікке сүйенеді. Жұқа қабықшалар үшін бұл жеткілікті түрде жұмыс істейді. Жоғары сапалы су өткізбейтін құрылғыларда қолданылатын қалың, тығыз TPU ламинат маталары үшін бұл практикалық мәселені тудырады: ішкі интерфейсті балқыту температурасына дейін жеткізу үшін алдымен сыртқы қабаттың күйіп қалуы немесе деформациялану қаупін туғызу үшін беттің жеткілікті тұру уақыты қажет. Материалдың қалыңдығы артқан сайын «жеткіліксіз» және «тым көп» арасындағы терезе тарылады.
РЖ дәнекерлеу оны ішке өткізбей, материалдың ішінен жылу шығару арқылы оны айналып өтеді. Кәсіби радиожиілік дәнекерлеу жабдығы 27,12 МГц жиілікте жұмыс істейді — өнеркәсіптік жабдықтың осы класы үшін бөлінген ISM (өнеркәсіптік, ғылыми және медициналық) радиожиілік диапазоны. Бұл жиілікте айнымалы электромагниттік өріс TPU ішіндегі полярлы молекулаларды әрбір тербеліспен қайта реттеу әрекетін тудырады: шамамен секундына 27 миллион рет. Бұл тудыратын молекулалық үйкеліс беттік жылу өткізгіштікке тәуелді болмай, балқыту қажет болатын интерфейсте дәнекерлеу аймағында біркелкі жылу шығарады.
Бір мезгілде қолданылатын пневматикалық қысымда біріктіру интерфейсіндегі материал балқу температурасына жетеді және қабаттар молекулалық деңгейде біріктіріледі. Өріс жойылғаннан кейін және материал тұрақты қысыммен салқындаған кезде, екі панель арасындағы бастапқы шекара құрылымдық түрде болмайды — дәнекерлеу аймағы біртұтас үздіксіз материал бөлігіне айналды. Деструктивті тарту сынауында бұл аймақ әдетте қоршаған негізгі матаның істен шығу нүктесінен өтеді. Бұл нәтиже дұрыс орындалған РЖ дәнекерлеуінің практикалық көрсеткіші болып табылады.
Дәнекерлеу 840D жоғары беріктігі бар TPU: қате үшін тар шекара
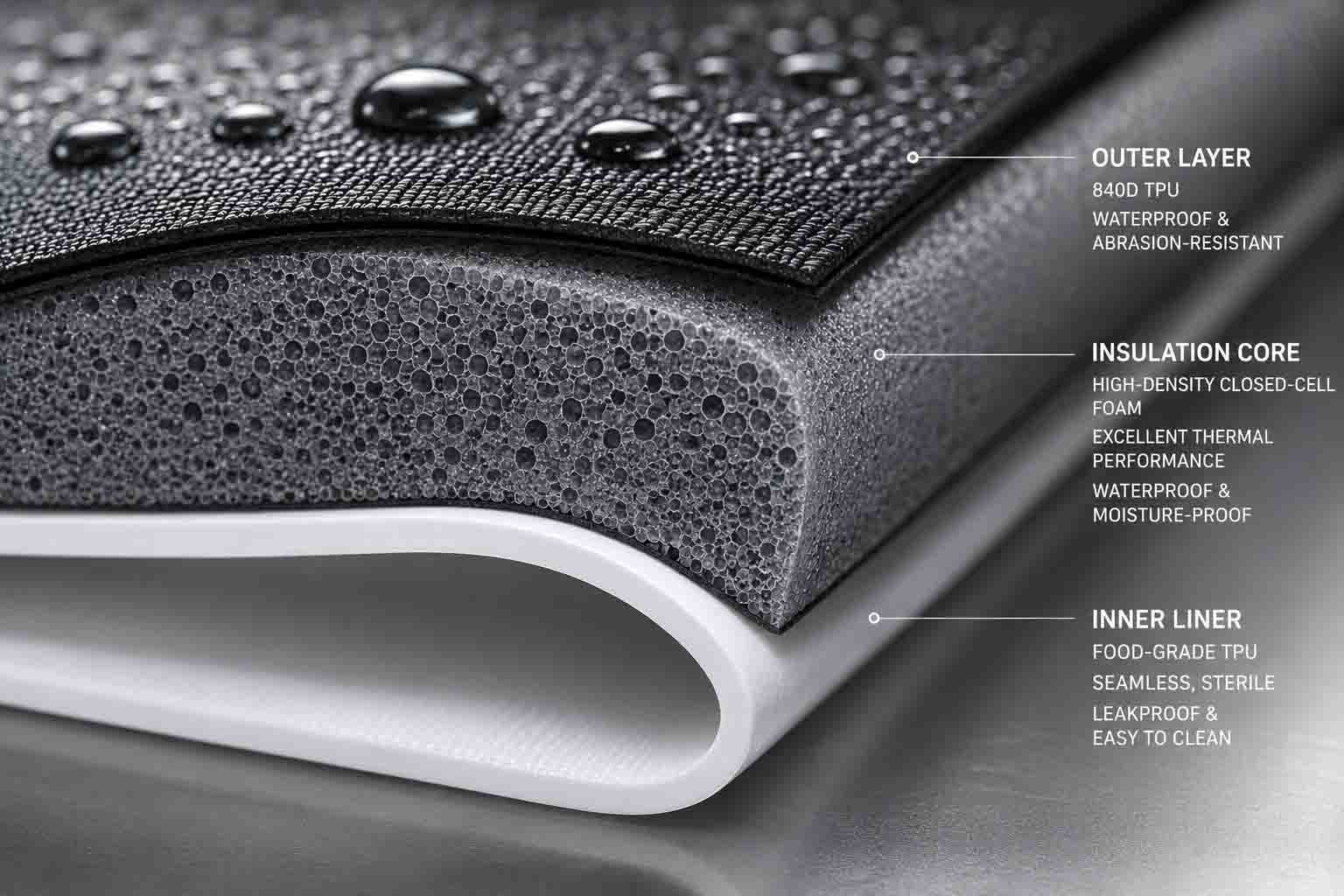
РЖ дәнекерлеу үйлесімді термопластикалар ауқымында жұмыс істейді - ПВХ, ПЭТ, ЭВА, әртүрлі PU қапталған маталар. Тұрақты тозуға төзімділікті және жүктеме кезінде құрылымдық тұтастықты қажет ететін ауыр жүкті сыртқы қолданбалар үшін 840 деньелік жоғары берік TPU стандартты материал болып табылады. Бұл сонымен қатар процесті калибрлеуге ең көп талаптар қояды.
Жоғары дений балқыту температурасына жеткізу үшін көбірек электромагниттік энергияны қажет ететін дәнекерлеу аймағындағы көбірек материал массасын білдіреді. Қиындық мынада, бұл жай ғана қуатты қосу дегенді білдірмейді. Жұмыс терезесі — жеткіліксіз қуат (толық емес балқыту, ағып кетуге бейім дәнекерлеу) және шамадан тыс қуат (материалдың күйіп кетуі, су өткізбейтін кедергі) арасындағы диапазон — мата салмағы артқан сайын тарылады. 420D TPU құрылғысында таза жұмыс істейтін қуат параметрі бір цикл уақытында 840D құрылғысында суық дақтарды тудыруы мүмкін, ал 840D үшін калибрленген параметр бір өнімдегі жұқа материалдарды күйдіруі мүмкін.
Мұны басқару материалға арналған калибрлеуді қажет етеді. 840D TPU өндіріс желісіне кіргенде — жаңа өнімді енгізу немесе бір жеткізушіден алынған материалдың жаңа партиясы — РЖ қуатын, пресс қысымын және цикл уақытын сол арнайы материалға сәйкес тексеру қажет: оның инкораторы, TPU жабынының салмағы және формуласы. Бұл параметрлер әрбір өндірістің басында тексерілген құжатталған SOP-ға жатады. Барлық мата салмағы бойынша біркелкі параметрлерді қолданатын құрылғы мүмкіндік сипатталғанына қарамастан, бұл жұмысты орындамайды.
Өндірістің тұрақтылығын анықтайтын үш процесс айнымалысы
Қысым сынағынан өткен прототип дұрыс дәнекерлеуге қол жеткізуге болатынын көрсетеді. Тұрақты өндіріс көлемі бойынша қайталану мүмкіндігін анықтайтын айнымалы мәндерді бақылауды қажет етеді.
Құралдың дәлдігі
Дәнекерлеу қалыбы — материалмен байланысатын және дәнекерлеу геометриясын анықтайтын пішінді электрод — жезден немесе алюминийден арнайы тігіс үлгісіне қажетті өлшемдерге дейін өңделеді. Бұл құралдың өлшемдік дәлдігі екінші кезектегі мәселе емес. Қалыптың біркелкі емес беті дәнекерлеу аймағы бойынша қысымның біркелкі таралуын тудырады, бұл біркелкі емес ішкі қызуды тудырады: материал толық балқу температурасына жетпеген суық нүктелер және қызып кеткен ыстық нүктелер. Суық нүктелер ағып кетудің басталу нүктесіне айналады. Ыстық нүктелер тігістің ұзақ мерзімді тұтастығын бұзатын материалдың жұқарған жерлеріне айналады.
Қалып тозуы өндіріс көлеміне бірдей әсер етеді. Өндіріс науқанының басында төзімділік шегінде болған жанасу беттері бірте-бірте төзімділіктен шығып кетеді. Жауапты РЖ дәнекерлеу операциялары қалып күйін қадағалайды және тозу дәнекерлеу жігінің сапасына әсер етпей тұрып құралды ауыстырады немесе қайта калибрлейді, QC сынағы сәтсіздіктердің жоғарылағанын көрсете бастағаннан кейін емес.
Қысымды қолдану: екі фаза, екі түрлі функция
РЖ дәнекерлеуіндегі пневматикалық қысым белсенді дәнекерлеу фазасында және одан кейінгі салқындату фазасында және екеуі де маңызды функцияларды орындайды.
Белсенді РЖ фазасы кезінде қысым дәнекерлеу тігісіндегі материал қабаттары арасындағы тығыз байланысты қамтамасыз етеді, бұл TPU балқыту температурасына жеткенде молекулалық араласуға мүмкіндік береді. РЖ энергиясы жойылғаннан кейін салқындату фазасында қысым балқытылған аймақты орнында ұстайды, ал полимер тізбектері қатаяды. Дәнекерлеу аймағы жеткілікті түрде салқындағанға дейін қысымды босату әлі жұмсақ материалдың деформациялануына мүмкіндік береді - әлсіз байланыс пен дәнекерлеу аймағының шеттерінде өлшемдік сәйкессіздіктер пайда болады, бұл пайдалану кернеуінің шоғырлану нүктелеріне айналады.
Қысымды мерзімінен бұрын босату жоғары көлемді РЖ дәнекерлеудегі ең көп тараған процестің төте жолдарының бірі болып табылады, мұнда цикл уақытының қысымы келесі бөлікке жылдам өту үшін операциялық ынталандыруды тудырады. Алынған дәнекерлеу тігістері жиі визуалды тексеруден және бастапқы төмен қысымды сынаудан өтеді, содан кейін тұрақты жүктеме және өрісте қайталанатын икемді цикл кезінде жоғары бұзылу жылдамдығын көрсетеді.
Цикл уақыты
Толық РЖ дәнекерлеу циклі үш фазада орындалады: алдын ала престеу (РЖ белсендіру алдында түсірілген қысым, материалдың қалыпқа дұрыс орналасуына мүмкіндік береді), белсенді дәнекерлеу (РЖ энергиясы қосулы, молекулалық қыздыру және балқыту орын алады) және қысыммен салқындату (РЖ өшіру, дәнекерлеу аймағының қатаюы). Әрбір фазаның материалдың қалыңдығына, жабынның салмағына және қолданылатын қалып геометриясына тән оңтайлы ұзақтығы бар.
Бұл уақыттар материалдар арасында ауыспайды. Арнайы TPU спецификациясы үшін әзірленген цикл ауыррақ матаны төмен дәнекерлеуге және сол өнімнің басқа жерінде қолданылатын жеңілірек материалды шамадан тыс дәнекерлеуге қауіп төндіреді. Өндіріс кезеңдері арасында материал спецификациялары өзгергенде - әртүрлі инкор, әртүрлі жабын салмағы, әртүрлі жеткізуші партиялары - цикл параметрлері үздіксіздік болжамын емес, қайта тексеруді талап етеді.
1,0 бар гидростатикалық қысымды сынау: бұл шын мәнінде нені растайды
Тігістерді визуалды тексеру беттік деңгейдегі ақауларды анықтайды: көрінетін күйік іздері, дәнекерлеу тігісіндегі айқын саңылаулар, үлкен өлшемдік бұрмалану. Ол балқытылған ішкі аймақтарды, дәнекерлеу тігісіндегі микро бос жерлерді немесе қоршаған орта жағдайында ұсталатын, бірақ жүктеме кезінде ашылатын суық дақтарды анықтамайды. Кез келген қысымға қатысты талаптары бар су өткізбейтін өнімдер үшін визуалды тексеру төбе емес, еден болып табылады.
1,0 бар гидростатикалық қысым сынағы - күрделі РЖ дәнекерленген сыртқы өнімдерді тексеру стандарты. Бір жолақ 10 метрлік су бағанының гидростатикалық қысымына сәйкес келеді — су асты жағдайында сыртқы өнімдердің көпшілігі далалық пайдалану кезінде кездеседі, бұл оны маңызды өндірістік біліктілік сынағы етеді.

Процедура: дайын өнімдер 1,0 Бар ішкі қысымға дейін үрленеді және суға батырылады немесе белгілі бір уақыт бойы қысымда ұсталады. Өткізу шарты - кез келген тігістен, дәнекерлеу аймағынан немесе жабу нүктесінен микрокөпіршіктердің нөлдік шығуы. Жалғыз көпіршік масштабқа қарамастан далалық пайдалану кезінде суды жіберетін ағып кету жолын көрсетеді. Бұл сынақ деңгейінде рұқсат етілген ішінара өту жоқ.
Сынақ растайтын нәрсе сынақ сәтінде белгілі бір құрылғының қысымды ұстап тұруынан асып түседі. 1,0 бардан өтетін өнім әрбір дәнекерлеу аймағында толық молекулалық балқуды, тігістің толық геометриясы бойынша дұрыс контактіні және қысымды босату алдында тиісті салқындауды растады. Өндірістегі тұрақты өту жылдамдығы оң трендке айналған жеке бірлік өзгерісі емес, процесті бақылаудың дәлелі болып табылады.
Тестілеу жиілігі сынақ ауырлығы сияқты нәтижелі. Сыни тігіс өнімдерінде бірлік сынау өндірісті толық қамтуды қамтамасыз етеді және оларды жөнелтуден бұрын жекелеген ақауларды анықтайды. Пакеттік іріктеу төмен бағамен статистикалық сенімділікті қамтамасыз етеді, бірақ жекелеген сәтсіздіктерге жол береді. Сәйкес хаттама бір бірлік өріс ақауының төменгі ағынының құнына байланысты - бір ағып кету кепілдік шағымын тудыратын және брендтің әлеуетті әсерін тудыратын өнімдер үшін бірлік үшін сынау ұтымды позиция болып табылады.
РЖ дәнекерлеу мүмкіндігін бағалау: процестің жетілуін ажырататын сұрақтар
РЖ дәнекерленген су өткізбейтін өнімдердегі ағып кетудің алдын алу - бұл өндірістік шағым емес, инженерлік нәтиже. Процесс айнымалылары белгілі, бақылау әдістері белгіленеді және нәтижені растайтын тестілеу хаттамасы жақсы анықталған. Осы салада шынайы мүмкіндігі бар өндіруші олардың жұмысын осы нақты шарттарда сипаттайды.
Жеткізушіні бағалау кезінде қойылатын сұрақтар нақты:
РЖ қуат параметрлері мен цикл уақыттары материалдың сипаттамасына сәйкес қалай құжатталған және материал топтамалары өзгерген кезде қайта растауды не іске қосады?
Қалыптың жай-күйі қалай бақыланады және құрал қандай шектерде ауыстырылады?
Гидростатикалық сынау бірлік бойынша немесе сериялық сынама алу арқылы жүргізіледі және қандай қысымда?
Олар салыстырмалы өнімдердің соңғы өндірістерінің сынақ жазбаларын ұсына ала ма?
Бұл айнымалы мәндерді басқаратын мекеме үшін бұл қиын сұрақтар емес. РЖ дәнекерлеу жабдығын оның артында технологиялық тәртіпсіз басқаратын мекеме үшін бұл өте қиын сұрақтар. Жауаптар сіздің қандай жағдайда екеніңізді көрсетеді.